
219
3826

A Solitary Watchmaker: Finishing the parts for Calibre ‘R’.

That Bernhard Zwinz is a driven individual is perhaps understating the matter. His wish to create the type of watch that the Vallée de Joux used to manufacture, without relying on pre-existing calibre’s or parts, is unusual as a starting point. Couple this with a fanatical obsession with how the movement is finished (as I describe below, I have seen it at first hand), and Bernhard’s calibre will be something for the ages. Not just this age, the next, but for the time to come.
I had to ask Bernhard the ‘so what’ question. So you want to finish this movement to the levels once known in the Vallee. So what? I then had trouble stopping Bernhard talking; I realized that I had hit the closest nerve.
Finishing on a movement fulfills three objectives: aesthetics, longevity, and timekeeping. Finishing as aesthetics is something for the collector. The glow or gleam in the movement is something to marvel at; and how different elements of the finishing reflect the light and show different elements of the mechanics is one of the elements that keeps collectors interested in watches. It also allows watchmakers to present their work with a degree of pride and show case their skill.
Finishing also aids the longevity of the movement. Corrosion needs rough surfaces on which to take hold and corrode. By keeping movement surfaces polished and smooth, wear and tear on the movement is greatly reduced both from the actual working of the movement, but also from corrosive elements.
The same argument also applies to finishing for timekeeping properties. Polished surfaces reduce friction and allow the smooth application of oils.
Bernhard has developed his own Calibre; entitled Calibre ‘R’. In designing the calibre (which will be described in full in the following article), Bernhard has taken small, but essential elements of the movement, and applied new thought to them. For his calibre he set out to design every single part, right down to the screws, himself. (One might think that this is standard practice for all independent watchmakers, but in fact the status quo practice is often different, with wheels, pinions and other standardized parts brought in from outside companies). In this way, no small detail has been left to chance. From the most basic elements such as jewels, which are so-called domed shaped olive jewels, the jewel on the inside (holding the pinion) only has the smallest contact area with the metal surface and can hold oils more efficiently. This extends the time required before servicing is needed. In designing his own movement Bernhard has also had the opportunity to choose the metals and alloys for the parts in the movement. Bernhard has selected the hardest and most resistant of alloys to ensure that the finish on the movement will always be as the watchmaker intended it to be.
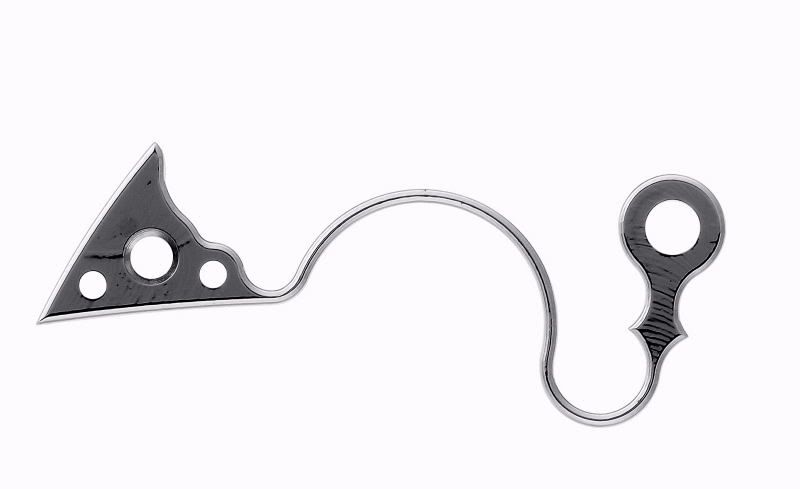
Bernhard’s work desk is a forest of polishing sticks and files. Sticks cut at every conceivable angle and surface; files are available in every size made. Each part of the movement has been specifically designed and ordered to specification. Rather than simply work with a loupe, Bernhard works with a variety of specialized viewing tools at various stages of the movement finishing. Bernhard works on finishing with 15x scope, controlling with microscope at 25x, and he uses profil projector 50x microscope over the finishing area. The part being finished in these pictures, a shock absorbing spring for the balance, is in actuality only about 14mm in length. It takes Bernhard about one and a half days to complete. Note the anglage on both sides of the curved line.


Bernhard even let me attack (truly the right adjective for my attempt) the finishing of a part. I stabbed away at the poor piece of metal for about 10 minutes where upon I decided to show Bernhard some mercy (and principally because I feared for my own safety) and stop. Needless to say the end result was what would rightly be termed as ‘hacked to death’. The whole process needs an extremely steady hand and concentration; and while I might have the ability to concentrate, the training in the hand and the eye is only something that comes with intense dedication and work. The subtleties go further than that. Until Bernhard described this to me that I did not realize that traditional, hand made anglage is always bombé shaped, that is, curved outwards. This was done to catch the light better and add some glow to the movement’s outlines. Even the newest finishing machines with all the ingenuity in their construction cannot do this (yet).
Bernhard has the parts produced by specialist manufacturers and when they get to his atelier he checks the parts through and makes sure there are no irregularities in the metal. In this instance it was the small spring that is the top half of the shock absorption to the escapement. The metal for the spring is about the width of a hair when finished and from end to end is about a centimetre’s length in total. 
The finishing process starts with the fine files (numbered 8 and 10) to remove any excess material and start to shape the piece to the required end form. As befits Bernhard’s philosophy, he uses antique files that are no longer manufactured; its part of his constant sourcing and interest in the history of watchmaking in the Vallee de Joux area. As the photograph shows, the piece has started to look like the finished shape. Bernhard completes all sinks for screws, pins and jewel holes.

The next stage is to start to polish some of the final surfaces. Something akin to diamond polishing, the steel surfaces are polished by another steel surface. The same samples that were shown before are combined with a thick grease to form a paste, that used sparingly, will result in a polishing tool. This is followed by using the same type of tools (of special hardened steel) to work harden the exterior metal surface by rubbing the steel against the steel surface of the part. This filing and grinding of the metal applies to the underside of the piece as well as defining the remaining angles.



Once the surface of the part has been hardened, further polishing to finish the part is then undertaken. Steel is swapped for beech wood with an oil-based diamond paste. The paste is applied to the beech wood, the oil gets absorbed into the wood leaving the thin layer of diamond paste on the stick’s surface, and then the stick is applied to the piece to give a high gloss finish. The time over which the stick can be used is limited. In order to polish the surfaces on the metal part correctly, the stick has to have exact defined surfaces; without exact defined surfaces the profile of the surfaces on the metal part might alter during the final polishing process. This is the final polishing to all angles, sinks, and all surfaces.


Finally, and very much in keeping with Bernhard’s micro-biotic food approach (no joke), the highest gloss part of the finish comes from a mountain plant (Gentian) that grows on the slopes outside of Bernhard’s atelier. It really is a throw back to the by-gone age when such plants and finishing processes were used. The inner (softer) part of the plant is used to give a high gloss finish.
A day and a half later: the finished part!
Andrew H
A Solitary Watchmaker: Finishing the parts for Calibre ‘R’.


STUNNING

This is simply outstanding and this...

I gotta pickup my jaw from the floor...

Not only the finished product but the ...

intriguing!

Can't wait to see...


The outer limits of finishing

Wonderful Holiday Report, Andrew
Amazing!! Thanks for the report Andrew!


Wow, thats an awful lot of work...
Yes, this is the
